Stampanti 3D Additive Manufacturing professionale. Soluzioni e materiali
+39 059776377 info@3dtime.it
Siamo presenti al PLAST 2026 Milano - Visitateci per le ultime novità
Stampa 3d in grande formato ? Sei nel posto giusto.
Abbiamo la più ampia gamma di stampanti 3d a pellet e filamento sul mercato.
MODIX MAMA 1700 Pellet + Filamento
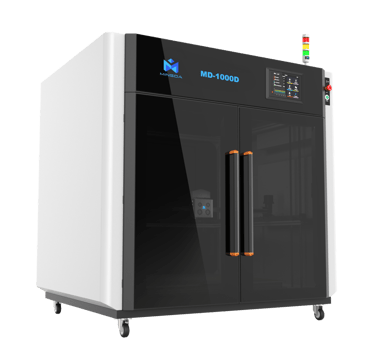
Grande Formato Industriale . MINGDA3D .
MODIX MAMA3000 3mt x 1mt x 1mt

IPERAMMORTAMENTO INDUSTRIA 4.0 - SIETE PRONTI ? NOI SI'




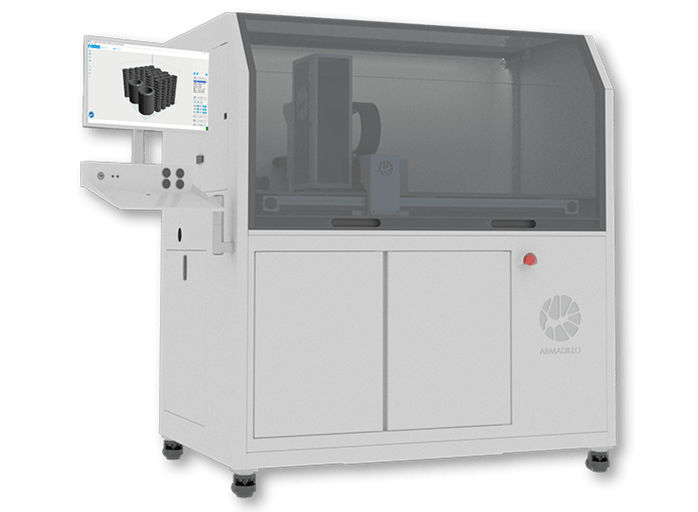
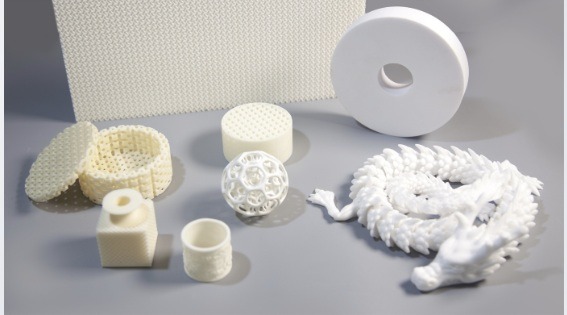
Sistemi completi di stampa ceramiche e metalli ad alta precisione . Allumina Zirconia Carburo di Silicio ed altri
Stampanti ceramiche tecniche 3D -Laboratorio Industria - DLP SLA DIW





Centro di Lavoro Ibrido - Additive - CNC - Laser - Deposizione fluidi Paste 3DTIME Distributore Ufficiale NAMMA - Made in EU


Sempre più performanti. Le nuove stampanti MODIX a PELLET - Modix Griffin Ultra velocità di stampa 500gr/ora MODIX MAMA stampa 3D fino a 3000x1000x1000mm

STAMPA PELLET E FILAMENTO


Unica stampante sul mercato a poter combinare estrusori a filamento con estrusori a Pellet permettendo di utilizzare entrambe le tecnologie contemporaneamente. Componenti di alto livello e tecnologia consolidata . Caricatore di pellet automatico. Svariati materiali già testati e certificati.
3d METAL PRINTERS


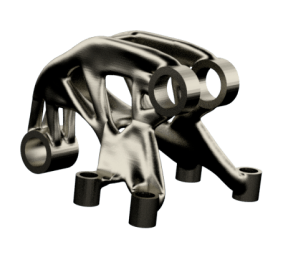
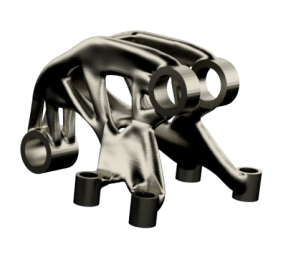
Stainless Steel 316L Inconel 718 - Ti6Al4V AlSi10MG Altri a richiesta
ANCHE SERVIZIO DI PROTOTIPAZIONE SU DISEGNO !!


Stampa Silicone Industriale e Medicale


ANCHE SERVIZIO DI PROTOTIPAZIONE SU DISEGNO !!
Parti in silicone stampate in 3D. Oggi è possibile grazie alle tecnologie di stampa da noi distribuite. Eseguiamo anche conto terzi su disegno del cliente.







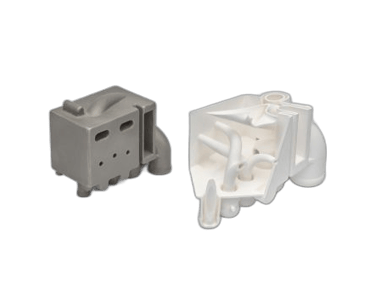
Quando la ricerca incontra l' industria. Stampa di particolari in ceramica tecnica e metallo con la stessa stampante ad alta precisione. Allumina Silice Acciaio Rame ed altri materiali già configurati e disponibili. Ricerca e sviluppo per altri materiali tramite il servizio Admatec Laboratory.




Stampa 3D fresatura pick&place Autotesting sono solo alcune delle operazioni che è possibile realizzare con i centri operativi nScrypt. Macchine standard e specifiche per progetto. Stampa su materiali curvi .

Stampanti per materiali riciclati -


Stampare in 3D materiali riciclati come segatura di legno , polvere di marmo o granito, sabbia , ceramica , plastica ?
E' Pronta !